| · Información Técnica |
| CAPACITACIÓN CHAVETAS PARTIDAS DIN 94 |
|
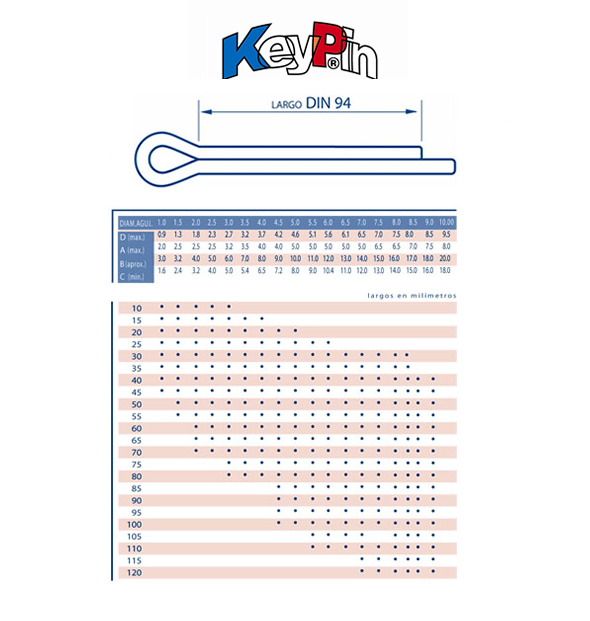
A MEDIR CORRECTAMENTE
Durante años en Argentina se midieron incorrectamente las chavetas partidas o pasadores de aleta. Habitualmente ocurrió que las industrias solicitaban una medida de chaveta partida y los comercios encargaban otra diferente. Esto se debía a una mala costumbre arrastrada durante años por los distintos fabricantes, quienes medían con un criterio propio, desconociendo la norma DIN 94 utilizada mundialmente. Queriendo terminar con este trastorno y mala costumbre, sumado a que nuestro mercado va mucho más allá de las fronteras de nuestro país; INDUSTRIA SKOTNICA S.A. toma la iniciativa y compromiso de hacer escuela y revertir esto, llevando así al mercado argentino, a insertarse en el mundo desde principios de 2009. Las chavetas partidas o pasadores de aleta son fabricadas bajo la norma DIN 94. La forma correcta de medirlas es la siguiente: |
|
| CORRECTO | INCORRECTO |
 |
 |
 |
|
| TRATAMIENTOS TÉRMICOS |
Mediante este proceso se puede dar dureza y elasticidad de
las piezas. Los aceros de bajo contenido de carbono (SAE 1010 al 1045 y otros como el
8620) se cementan. Los de alto contenido de carbono (SAE 1050 al 1090) se
templan.
Cementado: Sometiéndolo a baños de sales y a altas temperaturas, se les agrega propiedades que le dan dureza superficial. Por ejemplo un SAE 8620 se lo puede llevar a 60HRc. Y no es frágil porque mantiene el núcleo blando. |
|
TEMPLE: Un acero SAE 1070 se lo puede llevar 60HRc de dureza pero queda frágil como un vidrio y rompe con facilidad, pero al revenirlo y llevarlo a 45 o 50HRc mantiene una buena dureza y además es elástico como un resorte. El acero de alto contenido de carbono se templa fácilmente calentándolo a 800 ó 850º y enfriándolos bruscamente, es decir al calentar las moléculas se dilatan y al enfriarlo se contraen, quedando así duro y frágil. El temple es aconsejable hacerlo en hornos de atmósfera controlada, para que no ingrese oxígeno y no produzca descarburación, o sea pérdida de carbono. El enfriamiento se debe hacer en aceite para temple porque es parejo y no deforma. Si se hiciera en agua, podría producir fisuras y torsiones por lo rápido del enfriamiento. |
 |
 |
Revenido:
Para obtener elasticidad, luego de templado, hay que efectuar el proceso de revenido, o
sea se lo calienta a 300 ó 400º y eso depende del horno y de la masa a calentar, como así
también el tiempo que debe estar en el horno, pero vale aclarar que una vez que la
masa de piezas alcanzó la temperatura deseada, puede estar indefinidamente en el
horno a la misma temperatura, que no habrá modificaciones en la estructura. Cuando
se lo saca del horno, se lo deja enfriar solo sin forzar y así se llega a bajar la
dureza y obtener elasticidad.
|
| ZINCADO |
| · Definición: El zincado es un proceso para el recubrimiento electrolítico de zinc sobre superficies metálicas. · Características: Sus principales características son: 1º. Gran resistencia anticorrosiva 2º. Alto brillo 3º. Gran poder de penetración 4º. Baja hidrogenización del material 5º. Excelente acabado sobre fundición 6º. Pasivazos: azul ybicromatizado. · Utilidades: El zincado electrolítico es utilizado como protector anticorrosivo en infinidad de aplicaciones: automoción, construcción, mecánica en general, construcciones metálicas y ganadera
e incluso como base para pinturas.
|
| ACEROS | |||
Comúnmente, vemos que los comerciantes, asocian dureza con calidad
y sin saberlo dicen SAE 1070 mejor que 1045 y este mejor que 1010. También se escucha por ahí,
hierro dulce y hasta alguna vez en forma despectiva se escucha ¿ESTA HECHO DE CHAPA?. Como si esto
fuera algo malo. BASTA DE MITOS: El acero por ser de un tipo u otro no es bueno o malo, simplemente es adecuado
o no según sus exigencias. Lógicamente que como todas las cosas, dentro de un mismo tipo de acero,
podemos encontrarnos con algunos mejores o peores, pero quiero dejar en claro que el SAE no indica calidad.
|
|||
 |
 |
 |
|
SAE 1070 |
SAE 1070 |
SAE 1070 |
|
También un acero puede ser tan duro o tan blando como dentro de las características del mismo lo permita y esto se logra mediante los tratamientos térmicos, sean de temple, cementado o recocido. Que quede bien claro que sea un acero SAE 1010 - 1045 - 1055 - 1070 - 8620 - 4140 - 1212 - 12l14 y hasta el famosísimo hierro dulce todos son aceros. El acero es una aleación y no podría fabricarse nada con hierro solo si no esta aleado con otros minerales.
Los aceros mencionados, son utilizados para construcción y cuando decimos construcción, no nos referimos al de
viviendas, si no al de productos de fabricación en serie como los nuestros. Se utilizan estos aceros porque los productos
lo requieren. |
 |
||
| SAE 1045 | |||
. | |||
 |
Existe una forma muy simple de probar o comparar los aceros y es mediante la chispa. Si pasamos un acero SAE 1010 en una amoladora notaremos que las chispas son alargadas y finas, a medida que el Nº de SAE aumenta, veremos como las chispas van largando mayor cantidad de estrellas. Eso es por el carbono que contiene el acero y los últimos números del SAE obedecen al porcentaje de este. Por ejemplo un SAE 1070 tiene un 0.7 % de carbono aprox. El color más o menos rojizo o amarillento lo van dando otros componentes del acero. |
||
| SAE 1010 | |||
| QUE HACER CUANDO SE NECESITAN SUPLEMENTOS DE MAYOR ESPESOR |
|
Si bien las arandelas de suplemento "SATURNO" más utilizadas son en espesor
0.20, tenga en cuenta que también está la línea completa y con sus respectivos
tableros en espesor 0.30 Lo práctico de estos dos espesores es que combinándolos, se cubren las necesidades de medidas pares e impares que puedan imaginar. Habitualmente, nos consultan por espesor 0.80 la cual debido a las inquietudes del mercado, estamos haciendo la línea, pero francamente no lo vemos útil. El hecho es que teniendo una línea de gran rotación como las arandelas "SATURNO" espesor 0.20 y otra que acompañe con los diámetros más solicitados en espesor 0.30 no hay razón para que los comercios se llenen de arandelas de suplemento de otros espesores. Así, cuando aparezca alguien pidiendo completar un espesor de 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1 1.10 1.20 etc. etc. etc. con las arandelas de suplemento "SATURNO" de espesores 0.20 y 0.30 podrán satisfacer las necesidades del mercado y sin sobrecargarse de arandelas . Pero tenga en cuenta que se puede fabricar todo tipo de espesores, siempre y cuando se trate de una cantidad relativamente importante, como para orientar, podemos fijar un mínimo de 1.000 unidades. |
| MATAMOS AL OXIDO DE LAS ARANDELAS DE SUPLEMENTO | |
Cuando surge un
problema hay dos caminos. Uno es convivir con él y otro es matarlo. INDUSTRIA
SKOTNICA S.A. Tiene por costumbre matar a los problemas y eso es lo que ha
hecho. Aniquilamos el oxido en las arandelas de suplemento SATURNO para los
espesores 0.20. Para eso se aplicó un tratamiento superficial de zincado mecánico que
las protege del oxido. Esto llevó unos meses pero ya está todo el stock de 0.20 con el
nuevo tratamiento.
|
 |
 |
Próximamente las de espesor 0.30 también tendrán la misma solución. Al principio nos
costó mantener la dureza, dado que este tratamiento tiende a ablandar al acero, pero
eso también está superado.
A varios clientes le s llamó la atención la nueva terminación y hasta dudaron de la
calidad del acero, pero vale aclarar que las arandelas de suplemento siempre fueron,
son y serán de SAE 1070, eso es fácil de comprobar y cualquiera lo puede hacer
si conoce el método de la chispa.
Visualmente no hay forma de probar la calidad del acero. Próximamente enseñaremos
algunos métodos simples para comprobar los tipos de acero.
|
| CON LOS DEDITOS NO!!! |
La función de las arandelas de suplemento "SATURNO" es precisamente la de suplementar, cubriendo un espacio entre dos cuerpos con apoyos de superficies planas.
a menudo, vemos a los clientes , ejercer una presión en las arandelas, flexionándolas entre dos dedos.
Esta prueba simplemente no indica nada.
solo son valederos los ensayos que se puedan registrar y comparar.
es decir que si queremos probar la dureza de las arandelas, debemos usar un durómetro.
Mucho menos aun podemos saber que tipo de acero es doblando entre los dedos una y otra vez a cuanta arandela se nos cruce.
En tal caso si lo que los usuarios buscan es una arandela elástica, tal vez deberían utilizar las arandelas "MTA" que si trabajan como muelle; también puede ser que las arandelas estén sometidas a fricción, entonces necesitarían arandelas de rozamiento templadas.
Pero las arandelas de suplemento "SATURNO" son simplemente para suplementar (valga la redundancia) están fabricadas en acero SAE 1070 y la dureza es de 85 a 96 HRb.
Así que para controlar hay que utilizar los elementos correspondientes, porque con los deditos no sirve.
|
 |
 |
| Forma correcta | Forma incorrecta |